
01
Achieving an outstanding quality in FDM 3D printing is not as easy as one could expect but we can help you with that.
Achieving an outstanding quality in FDM 3D printing is not as easy as one could expect. A lot depends not only on the 3D model you’re trying to manufacture, but also from various settings and environmental factors related to the machine itself, its properties and technical condition.
We gathered a set of tips and pieces of advice based on our experience with 3D printing in general and using ZMorph multitool 3D printer in particular. We hope they’ll help you in achieving the best possible quality of your prints.
This first one may sound like a no-brainer, but a lot of people forget about taking proper care of their filaments, which can influence the entire 3D printing process. It’s very important to make sure that the filament is properly wound onto the spool. Knots and breaks on the thread may block the flow of the filament into the extruder or clog it causing, even more, damage.

Whenever you store larger quantities of filaments, remember to provide a suitable storage space. It should be free of excessive humidity or else your materials could go stale and lose some of their properties, like durability. Using airtight containers or plastic IKEA boxes with moisture absorbers inside for storage could be a good idea here.
Some people consider it being an urban legend, but many professional users recommend adding filament filters to clean and oil the materials. Sponge in the filter clears the dust from the material while at the same time lubricates the filament with canola or standard mineral oil (in fact, some filaments already have it in them). This seasons the extruder and the nozzle in order to keep them both in peak condition.
Quality in FDM 3D printing often depends on the temperature set for extruding or on the heated platform. Every material has a recommended extrusion temperature, for example, ABS melts best around 240 degrees Celsius while PLA at about 200 degrees Celsius. These vary depending on the manufacturer, so it’s always wise to check the exact recommendations on the packaging.

Our experience shows that there’s a safe margin of about 10 degrees Celsius for lowering and raising the temperature of the extruded filament. Bigger change can greatly influence and lower the quality in FDM 3D printing. Too low temperature can cause layers to unstick or even make the filament impossible to extrude, while too hot materials tend to spill, bend and wrinkle.
It’s also important to remember to set the right temperature for a heated platform, so our 3D prints stick to it. ABS requires 100 degrees Celsius while PLA only 60 degrees Celsius. It’s even possible to print PLA without heating the table but we don’t recommend it. Check out more differences between PLA and ABS.
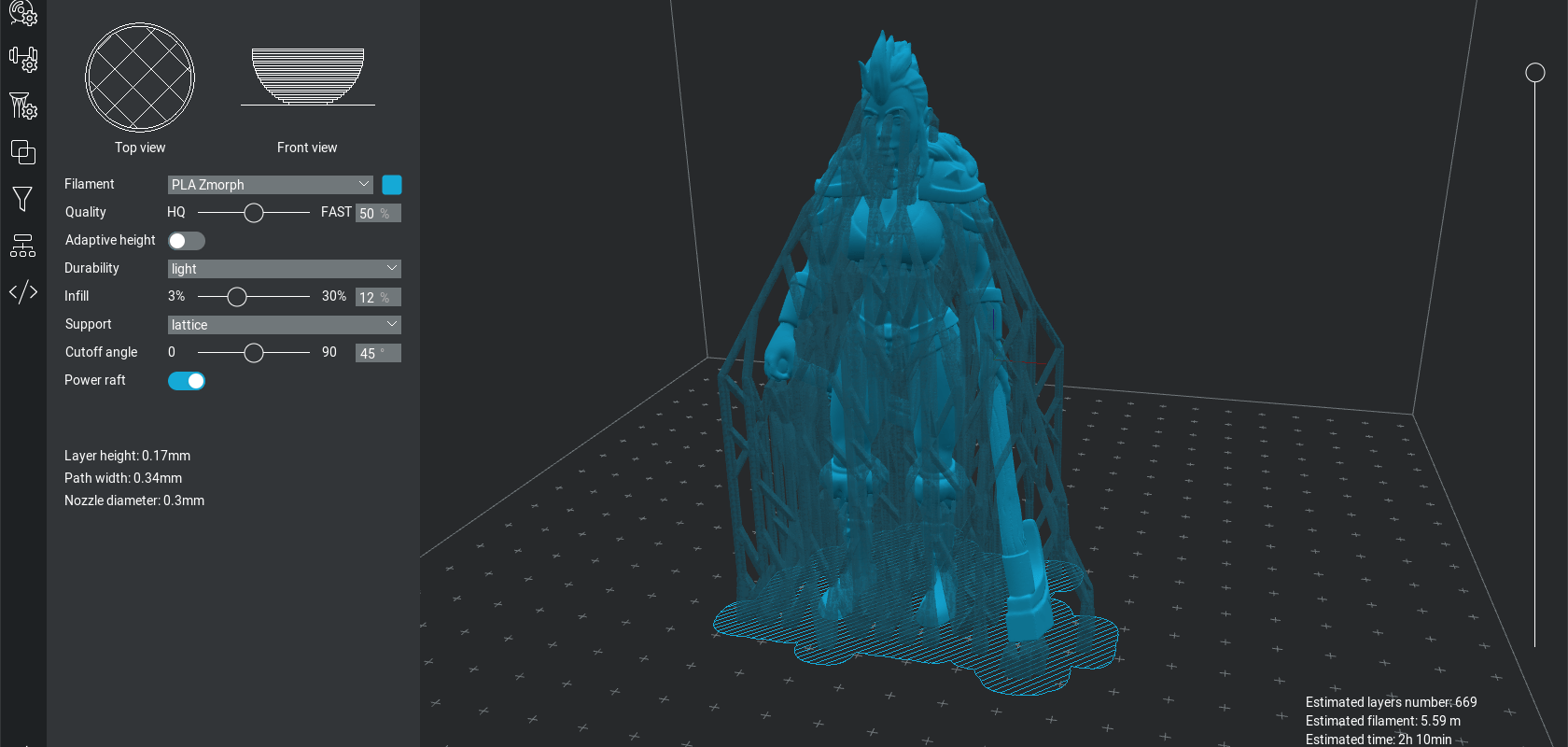
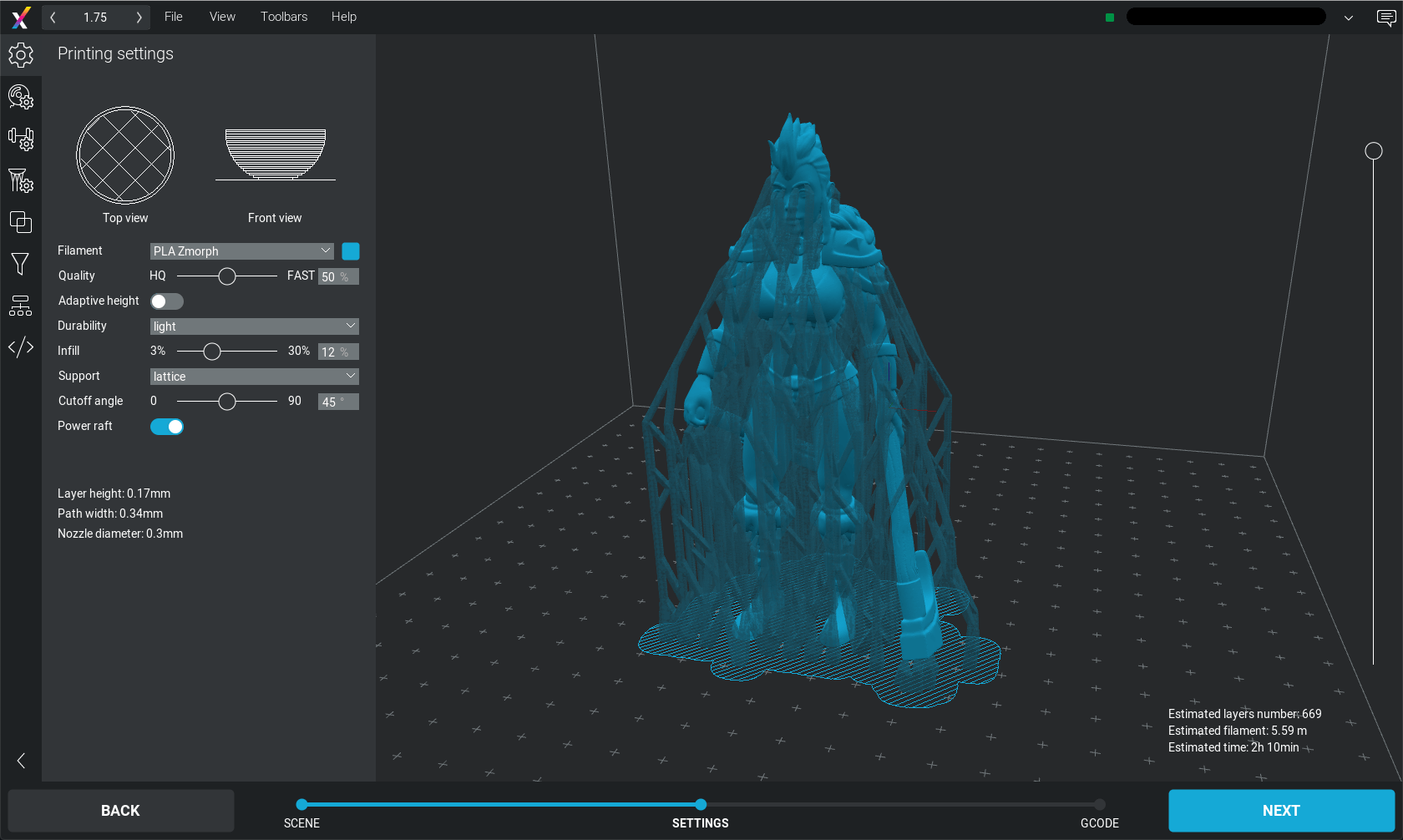
You should always remember to use rafts and support structures for 3D printing, especially for more complex and highly detailed objects. The key to success here is setting the right thickness of the raft, the distance between the object and the support, and its density. More dense support is more reliable but harder to remove afterward.
The quality of the support also depends on the 3D printing software you’re using - different apps can generate better or less adjoining structures which often have a big impact on the overall quality of the final print.
When you print with ABS filaments, then the same ABS serves best for printing the supports too. For PLA we recommend PVA supports but this also requires using a two-material extruder like Zmorph Dual Extruder.
Maybe this one is more connected with durability than quality in FDM 3D printing but still important. Infill ratio describes the percentage of plastic filling the inside of your 3D print, under the outer layer. Low infill saves the material and speeds up the printing process but makes the entire object less durable and resistant, so it can break more easily. This applies especially to bigger objects, which can even implode under its own weight if there’s not enough filament holding the outer layers from the inside.
[Tweet "How to achieve outstanding quality in #FDM #3Dprinting"]
The final setting of the infill ratio often depends on the experience of a person preparing the files for printing. Lowering it under 10% is a certain failure while setting it up over 60% usually has no significant impact on durability, besides increasing the weight of the object. Everything in between is a safe space for your experimentation.
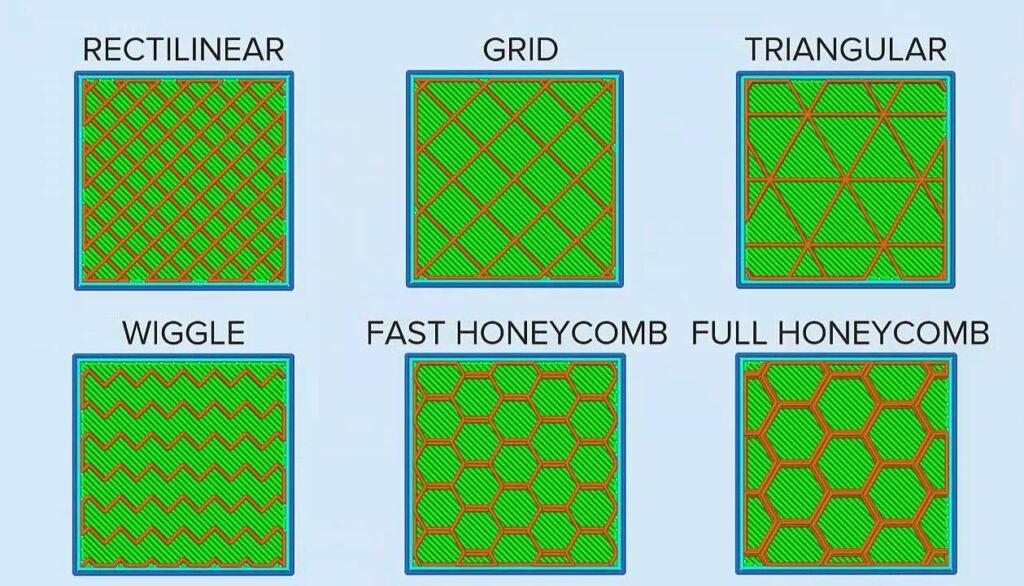
Another thing to remember is that there are various types of infill structures to choose from. Rectangular is the most common one and quite durable, although often breaks when we try to screw other parts to it. Triangle infill provides bigger strength and absorbs high lateral loads in bigger and more slender prints. Hexagonal infills seem to be the best both in durability and amount of material used for printing, they’re also good when you want to screw some parts together.
Layer height has a huge impact on the quality of 3D prints. Standard printing heights are between 0.1 to 0.3 mm but with a proper nozzle and a right filament, this range can be increased to from 0.05 to 0.35 mm.
Layer height shouldn’t be more than the nozzle diameter and less than half the path width. The lower the layer is, the more precise and detailed 3D print you get, and with less visible layers.
Path width, on the other hand, depends on the nozzle size. The most common nozzles are 0.3 and 0.4 mm. Minimum width can equal nozzles diameter but it can also be increased by 0.1 to 0.2 mm. Usually, path width should equal two times of layer height. We believe that a path widths from 0.3 up to 0.6 mm can be considered as a safe range to use and experiment with.
In theory, thinner paths can result in more precise prints but in reality, it applies only to smaller models and ones with a very high level of details. In fact, sometimes it’s better to set a wider path (we usually set 0.5 mm for a 0.4 mm nozzle), so they’re better connected while the printing time is much shorter. Objects printed with wider paths tend to be more durable and don’t crack (this is recommended for ABD prints in particular).
Is it easier to park your car when you’re driving fast towards the spot or slow down and do it precisely? The same rule applies to desktop 3D printers with their extruders and heated platforms which are mostly run by stepper motors.
Lowering motors speed below their custom setting can significantly increase the quality in FDM 3D printing. The extruder will have more time to do its work, especially on the corners and edges. The filament will also stick together better and have more time to cool down which should prevent it from spilling.
This piece of advice is especially important when you’re using PLA filaments. Quality in printing with other materials can also be increased this way but setting the right temperature would have a much greater impact on them.
Retraction is an important factor when you’re using both one and two-material extruders. It’s responsible for retracting the filament when it’s not being used, although it constantly changes the pressure in the nozzle.
Setting a faster retraction can prevent the filament from blobbing on the object as well as unintentional mixing. The filament doesn’t hang from the nozzle too, so when the extruder moves over the object, it doesn’t leave thin “hairs” of plastic on the object.

The last thing, the retraction can influence are the stitches, where one layer ends and another starts. Better retraction can make them less visible. You should also make sure that your 3D printing software doesn’t place all the stitches one above another.
Remember that you can always use various post-processing and painting techniques to increase the final quality of your 3D prints. ABS filaments are best suited for that. 3D prints made with these materials can be washed, sandpapered and grinded. Hot air can be used to close small cracks from their surface and remove discoloration while acetone will make them shine.
All of the above post-processing techniques also apply to various ABS-based exotic filaments like Woodfill, which for example is easy to smooth with sandpaper. Bronzefill and Copperfill, on the other hand, are perfect for patination which makes them look like actual bronze or copper objects.

There are significantly fewer options for post-processing PLA filaments. Hot air is the only one we recommend for removing “hairs” and slight discoloration.
Both types of filaments can also be painted, although our experience shows that ABS prints better absorb various types of paints and colors while PLA often requires applying a thick layer of primer first.
There’s a lot of good practices and tricks one can use to increase the quality of FDM 3D printing, no matter which machine is being used for digital fabrication. Even if you don’t own a 3D printer and outsource this type of services, it’s always good to make sure that the company or a person found on 3D Hubs follows them too.
Let us know what you think about the above tips and feel free to comment with any other pieces of advice for ensuring an outstanding quality in FDM 3D printing.
Zmorph Materials Library is a comprehensive guide to all materials compatible with Zmorph Fab All-in-One 3D Printer. This resource will give you an extensive outlook on a wide range of additive and subtractive fabrication materials supported by the machine.
Discover endless manufacturing possibilities with materials divided into three categories: 3D printing, CNC milling, and laser cutting and engraving.
Write a Comment
Your email address will not be published.